What is Machine Vision Inspection and How Does it Work?
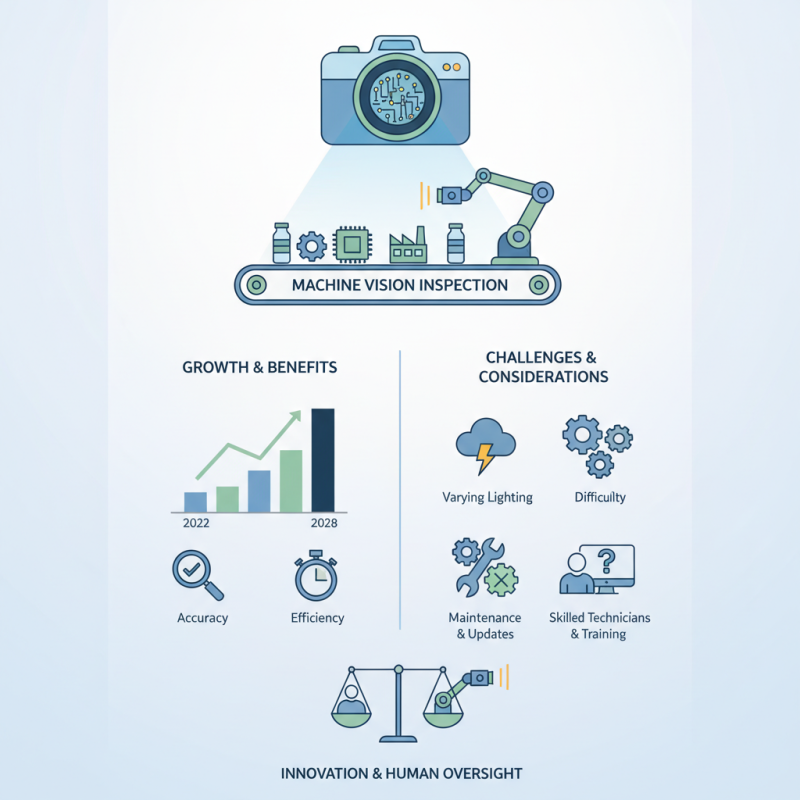
Machine Vision Inspection is transforming industries by automating quality control processes. In 2022, the global machine vision market was valued at approximately $10.5 billion, with projections suggesting it will reach $20 billion by 2028. Companies are increasingly adopting this technology to enhance accuracy and efficiency.
Despite its advantages, Machine Vision Inspection is not without challenges. For instance, varying lighting conditions can impact the systems' performance. Additionally, integrating these solutions into existing workflows may prove difficult. While automation reduces human error, reliance on technology raises concerns about regular maintenance and updates required to keep systems functional.
Industry reports highlight the need for skilled technicians to manage these systems effectively. Furthermore, as the technology evolves, ongoing training is crucial for operators. Balancing innovation with human oversight remains essential for maximizing the benefits of Machine Vision Inspection.
What is Machine Vision Inspection?
Machine vision inspection is an advanced technology used in various industries. It employs cameras and software to observe and analyze products automatically. This process ensures that products meet specific quality standards before they reach consumers. According to a recent report by MarketsandMarkets, the machine vision market is expected to reach $12 billion by 2025, growing at a compound annual growth rate of 7.5%. This growth highlights the increasing reliance on automation in inspections.
Machine vision is not just about speed; it also enhances accuracy. Systems can detect defects invisible to the human eye. For instance, a study indicated that implementing machine vision reduces inspection time by up to 90%. However, limitations exist. The technology struggles with variability in lighting and complex product shapes. These challenges require constant recalibration and adjustments, which can consume valuable resources.
Moreover, while machine vision significantly cuts costs, initial setup can be expensive. Companies must weigh these costs against potential savings. The balance between automation and manual inspection remains a point of contention. It’s clear that machine vision inspection is powerful, yet it is not without its imperfections. The need for human oversight remains crucial, ensuring quality and accuracy are upheld in production lines.
Key Components of Machine Vision Systems
Machine vision inspection is a critical technology in modern manufacturing. It uses various components to enhance quality control. Understanding these components can optimize system performance and reliability.
At the heart of a machine vision system are cameras. They capture high-resolution images of products. According to industry reports, cameras can achieve resolutions exceeding 20 megapixels. This clarity allows for detailed analysis. Illumination systems are also essential. Proper lighting ensures that features are well-defined in the images captured. The right setup can boost system accuracy by over 30%.
Processing units play a key role in analyzing the images. Advanced algorithms detect defects by comparing images to predefined standards. Some systems can operate in real-time, providing immediate feedback. However, integration can present challenges. Compatibility issues with legacy systems may arise.
Tips: Always align lighting with the camera's capabilities. Use various light sources for different products. Consider testing multiple camera angles to identify the best view. Regularly evaluate system performance to ensure consistent results. Small adjustments can lead to significant improvements.
How Machine Vision Inspection Works Step-by-Step
Machine vision inspection is an advanced technology used in various industries. It involves using cameras and software to automate the inspection process. This method can identify defects faster than human inspectors. It is particularly useful for quality control in manufacturing.
The inspection process starts with capturing images of the product. High-resolution cameras are strategically placed to ensure all angles are covered. Then, specialized software analyzes the images. It compares them to reference standards. This step often reveals issues like scratches or misalignments. However, lighting conditions can affect accuracy, leading to potential errors.
After analysis, the system categorizes each item. Products that meet the criteria proceed down the line. Those that fail are flagged for review. Despite its effectiveness, machine vision is not infallible. Sometimes, small defects may go unnoticed. Regular calibration and updates to the software are crucial for improved performance. There’s always room for refinement in this technology. It requires human oversight for optimal results.
Applications of Machine Vision Inspection in Industry
Machine vision inspection has transformed several industries by enhancing quality control processes. This technology uses cameras and sensors to analyze products in real time. For instance, in food manufacturing, it can detect contaminants or imperfections. A camera scans each product, ensuring only the best ones reach consumers. The speed of this inspection is remarkable, enabling faster production lines.
In automotive manufacturing, machine vision ensures parts meet specific standards. Engineers can set criteria, and the system will identify faults or deviations. Sometimes, the system may miss minor defects, highlighting the need for human oversight. Additionally, in pharmaceuticals, machine vision confirms labels and packaging integrity. Mistakes in this sector can be costly. Oddly enough, some companies still rely on manual checks, risking errors and inefficiencies.
Despite its advantages, machine vision is not flawless. There can be challenges related to lighting and angle variations. Some objects might reflect light differently, complicating their analysis. Regular maintenance is essential for optimal performance. Operators must frequently calibrate the systems. The technology is advanced, but it still needs human insight to truly excel.
Benefits and Challenges of Implementing Machine Vision Inspection
Machine vision inspection is a vital technology in manufacturing. It automates the inspection process, enhancing quality control. While this technology has remarkable benefits, it also poses challenges that businesses need to consider.
One major benefit is efficiency. According to recent industry reports, companies that implement machine vision systems see a 30-50% increase in inspection speed. This allows for higher production rates. Additionally, machine vision systems can consistently detect defects, reducing waste and saving costs. However, initial setup costs can be significant. Some companies may struggle with the technology's integration into existing workflows.
Tips: Start small. Test machine vision in one area before scaling up. This approach minimizes risk. Gather data on effectiveness before full deployment. Another point to reflect on is the training. Operators must be adequately trained to interpret results. This requires time and effort but is crucial for success.
The challenge of technology limitations should not be overlooked. High-resolution cameras are essential but can be expensive. Moreover, environmental factors, like lighting, affect performance. Addressing these issues requires ongoing evaluation and adjustments. Adjustments can improve the accuracy of inspections significantly.
Benefits and Challenges of Machine Vision Inspection
This bar chart illustrates the impact level of various benefits and challenges of implementing machine vision inspection. The scale ranges from 1 to 10, where 10 represents the highest impact level.